兩芯線及雙絞線全自動加工定制應用發表時間:2023-03-06 10:31 随着汽車電子電氣架構向域集中式方向的變革以及智能駕駛技術的不斷完善和普及,汽車線束使用的線纜類型更加複雜,加工處理要求也相應提升。作爲線束加工技術的市場開拓者,Komax一直不斷緻力于對方案的革新,拓展平台的适用性,爲滿足市場的迫切需求和内部研發的内驅動,Komax基于标準的Alpha平台優勢着力開發了新的适用汽車線束加工需求的定制方案,将性能、效率、質量再次結合在了一起,應對汽車線束全自動化加工的難點。 Komax Alpha系列全自動壓接機 汽車整車線束中兩芯線的使用比例正顯著增加:一是可以用作車内外各類型傳感器線纜的應用,例如:輪速傳感器,雷達等。二是可以用作全車E/E架構的總線——即車載以太網總線,用于數據傳輸。
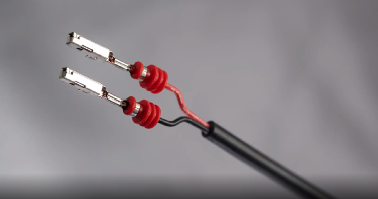
Komax基于成熟Alpha系列全自動壓接機平台開發了針對兩芯護套線的加工應用。在我們Alpha 565機型上單邊最多可安裝四個工作站,對非屏蔽兩芯護套線進行,剝皮,退絞,穿防水栓,壓接端子,鍍錫,插塑殼,撚線,穿号碼管等各種工藝。 典型的闆端兩芯傳感器線纜的加工工序,連接器端包含了剝皮,穿防水栓及壓接三步工序,闆端的線纜包含了剝皮和淋錫的兩項工序。Komax Alpha提供的這種應用能有效提高傳感器線束的加工效率,平均生産節拍可以達到約6s/根,并且通過集成CFA能确保最終産品的壓接質量。 雙絞線會被大量應用于燃油車車身、底盤等各處的CAN總線通訊。随着生産效率提升的要求,越來越多的線束廠會選擇以預置好的雙絞線來進行端子壓接及穿雨塞。基于此種情況下,雙絞線的加工問題便得以顯現。相較于市場上常見台式加工機或者單工站的壓接機,最多隻能順序地對單根導線進行端子壓接且必須手動操作,這不僅效率非常有限,而且有違預置雙絞線的初衷。爲此Komax基于标準Alpha平台的優勢,着力開發适用于雙絞線加工定制方案,應對雙絞線全自動化加工的難點。
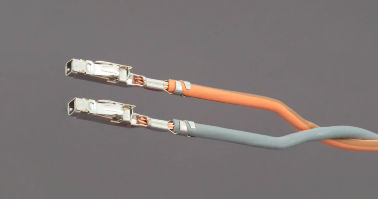
雙絞線首先會以随機的姿态和位置進入機器,首先進入“旋轉定向模塊”,設備會對兩根線的外皮顔色及位置進行一個判定,将雙絞線進行一圈退絞并使兩根線纜轉到預設的位置。接下來采用定制化的剝皮刀對兩根線纜分别進行剝皮,特别值得一提的是通過集成的ACD功能,可以精準地探測到剝皮過程中的芯線損傷。第三步是分線和整形,對兩根線纜的位置進行二次的校正,确保線纜能夠平行地進入後道工序。最後通過C1370伺服壓機對兩根線纜分别實施順序壓接。同時切換到二區以後,以同樣的方式加工線束另外一端。完善機器同步流程和質量監控功能,确保了線纜加工精度和加工結果。 此套定制化方案可加工線纜範圍從2×0.13mm²~2×1mm²。剝頭長度爲8~35mm。平均生産節拍可達到9秒(兩頭加工)。除了加工普通雙絞線以外,Alpha550UTP還可以對帶外護套的兩芯線以及扁平型的兩芯線進行加工, 例如車載非屏蔽以太網線。    |